021-37704185
进口烫金纸日本尾池华东代理
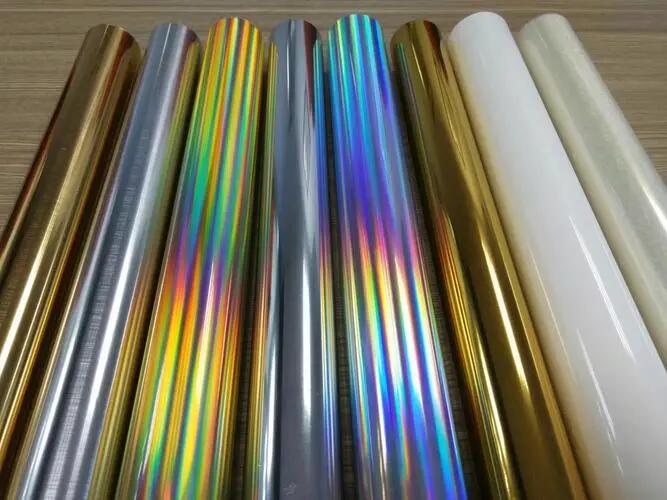
日本尾池OIKE烫金纸,烫金工艺典范!
上海旭饰实业——日本尾池OIKE华东一级代理商,二十年专注高端烫金纸领域,
提供64cm*120m标准规格及5000+型号矩阵,涵盖镭射、镜面、木纹、金属等百种效果,适配家电、汽车、化妆品包材等严苛需求。
抗污耐磨,国际认证!现货直供,工程师驻场指导,免费试样零风险。
以匠心箔艺,铸就品牌奢华质感!
#烫金纸 #进口烫金纸 #尾池烫金纸 #OIKE烫金纸 #日本烫金纸